
引言
某公司5000t/d水泥生产线生料制备系统采用HRM4800A型立式磨,自2010年投产以来运行一直未达到最佳状况,工序电耗长期偏高。2012年,水泥原材料不断变差,生产过程中出现较多的问题,生料制备系统生产状况更为恶劣,工序电耗高达20kWh/t。2013年,对磨机维护改造,合理匹配研磨轨迹,在提高台时产量、稳定生产和降低电耗方面取得了显著成效。本文对此过程进行经验总结。
1.1 设备配置及设计参数
磨机配置额定功率3800kW;设计产量磨损后期420t/h;入磨物料粒度≤120mm,成品细度:80μm筛筛余≤15%;正常工作情况下磨盘上料层厚度:60mm~80mm;磨内喷气环的面积:4.8m2;磨内喷气环的风速:50~60m/s;磨内进出风口差压:5500~7500Pa;研磨压力≤15MPa。循环风机额定功率4000kW,风量:920000m3/h,全压:11000Pa。
1.2 系统工艺流程
系统工艺流程见图1。
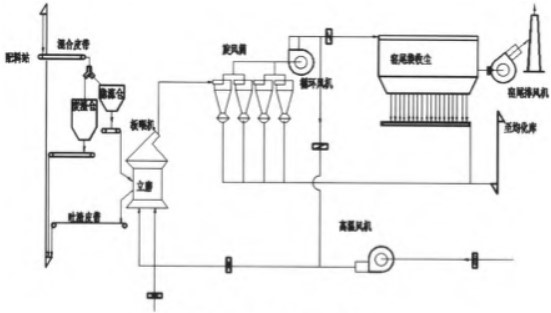
图1 系统工艺流程
2010年投产以来,该立磨运转未达到理想状况,2013年在石灰石矿山不能正常开采,以及外购石灰石矿点多、含泥量高、成分波动大、入磨粒度难以控制的情况下,产量一度降低至420t/h以下。
2013年下半年以来,磨机工况逐渐变差,石灰石粒度得到有效控制后磨机状况依然未得到改善,主要存在以下问题:
(1)台时产量低。2013年9月至2015年3月磨机台时产量长期低于420t/h。
(2)立磨振动大。磨机水平振动值加速度长期高于5mm/s2,垂直振动加速度长期高于4mm/s2。
(3)磨机电流高、波动大。磨机运转电流长期高于200A。
(4)磨机压差高。磨机压差大于9000Pa。
(5)循环风机电流高。运转循环风机风量约745000m3/h,风机电流长期高于210A。
(6)料层波动大。料层长期在30~100mm之间波动。
(1)研磨效率差,成品率低。磨机磨辊及磨盘堆焊后尺寸偏差较大,研磨轨迹不合理。
(2)风环通风面积小。由于多次对磨辊护套磨损部位叠加式修复,导致风环通风面积大幅度降低,风环流场紊乱,磨机压差较高。
(3)颗粒级配差,吐渣循环量大、细颗粒多,料层波动大,操作难以控制,也导致磨机压差大幅度升高,振动大。
(4)机械原因。由于长期磨机带病运转,导致摇臂轴承座及轴承损伤、磨机基础松动等均是磨机振动大的原因。
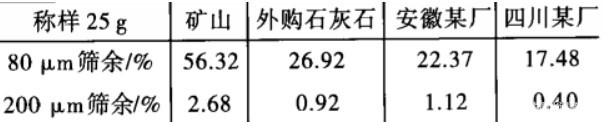
(5)原材料易磨性差。安徽某厂、四川某厂立磨同该公司型号完全一致,两厂磨机台时产量均高于480t/h,工序电耗低于15kWh/t,工况相差较大,对比发现该公司矿山石灰石易磨性较差(见表1)。
表1 矿山石灰石易磨性对比表
四、解决措施
(1)恢复设备完好性。自2014年2月开始,逐步实施磨机设备修复工作,分批次更换磨机摇臂轴承、修复摇臂轴、修复磨机基础。随着磨机设备的修复,磨机振动得到一定程度的控制,磨机水平、垂直振动值加速度低于4mm/s2。
(2)严格控制石灰石粒度。对矿山石灰石破碎机锤头磨损状况监控,及时调整锤头与篦条间隙,及时更换锤头,严格控制石灰石粒度<50mm。
(3)整体修复风环。对磨辊修复部位进行清理,重新按照原始尺寸修复,核对通风面积后适当加少量风环盖板,保证通风面积及风环风速,严格控制风环面积4.0m2,计算得实际运转风环风速约46m/s,磨机压差下降至8200Pa左右,吐渣量稳定,细颗粒少。
(4)技改不合理部位。
①技改液压系统。液压油管内径由25mm加粗至32mm;每个磨辊下氮气囊三组9支增加至三组12支,严格控制氮气囊压力,两侧氮气囊压力为研磨压力的60%,背面氮气囊压力为1.0~1.5MPa。
②技改入磨板式喂料机,减少漏风量。将原配置入磨分格轮技改为全密封式板式喂料机,技改后磨机开启时窑尾废气管道O₂含量下降1.2%。
③选用LV选粉机。选粉机技改后频率由原来的46Hz下降至36Hz,技改前后生料细度80μm筛余15%,200μm筛余由1.5%降低至0.5%。
(5)核对研磨轨迹、重新堆焊磨辊皮及磨盘衬板。由于对磨辊皮及磨盘反复堆焊,磨辊皮及磨盘瓦堆焊尺寸与原始设计尺寸相差较大,研磨轨迹严重偏离,重新堆焊后恢复原始设计尺寸,研磨区域合理配合,改善研磨效率,提高成品率,较高的成品率有利于降低循环风机电流及选粉机频率(见表2)。
表2 原料磨循环风机电流数据表

(6)适当增加挡料环高度。挡料环高度由磨损后的45mm增加至70mm,磨机振动得到有效改善。
随着磨机整体修复、改造的推进及日常维护工作的加强,磨机状况逐步得到好转,自2015年5月开始,运转状况整体良好,台时产量基本保持480t/h左右,磨机电流稳定200A;循环风机风量下降至645000m3/h,电流下降至140A以内;立磨振动减小,磨机水平振动值加速度低于2.5mm/s2,垂直振动加速度2.0mm/s2,磨机压差降低至7500Pa,磨机料层平均70mm,工序电耗持续降低至14kWh/t(见表3)。
表3 原料磨台时电耗数据表


